From Surf Wiki (app.surf) — the open knowledge base
Abrasive flow machining
Abrasive flow machining was first patented by the Extrude Hone Corporation in 1970.{{cite patent | inventor-last = McCarty | inventor-first = Ralph William | issue-date = 1970-08-21 | title = Method of honing by extruding | country-code = US | number = 3521412 | postscript =.}}
Process
In abrasive flow machining, the abrasive fluid flows through the workpiece, effectively performing erosion. Abrasive particles in the fluid contact raised features on the surface of the workpiece and remove them. The fluid is forced through the workpiece by a hydraulic ram, where it acts as a flexible file, or slug, molding itself precisely to the shape of the workpiece. The highest amount of material removal occurs in areas where the flow of the fluid is restricted; according to Bernoulli's Principle, the flow speed and pressure of the fluid decrease in these areas, facilitating a higher material removal rate (MRR). The pressure exerted by the fluid on all contacting surfaces also results in a very uniform finish.
AFM may be performed once, as a one-way flow process, or repeatedly as a two-way flow process. In the two-way flow process, a reservoir of medium exists at either end of the workpiece, and the medium flows back and forth through the workpiece from reservoir to reservoir.
Equipment
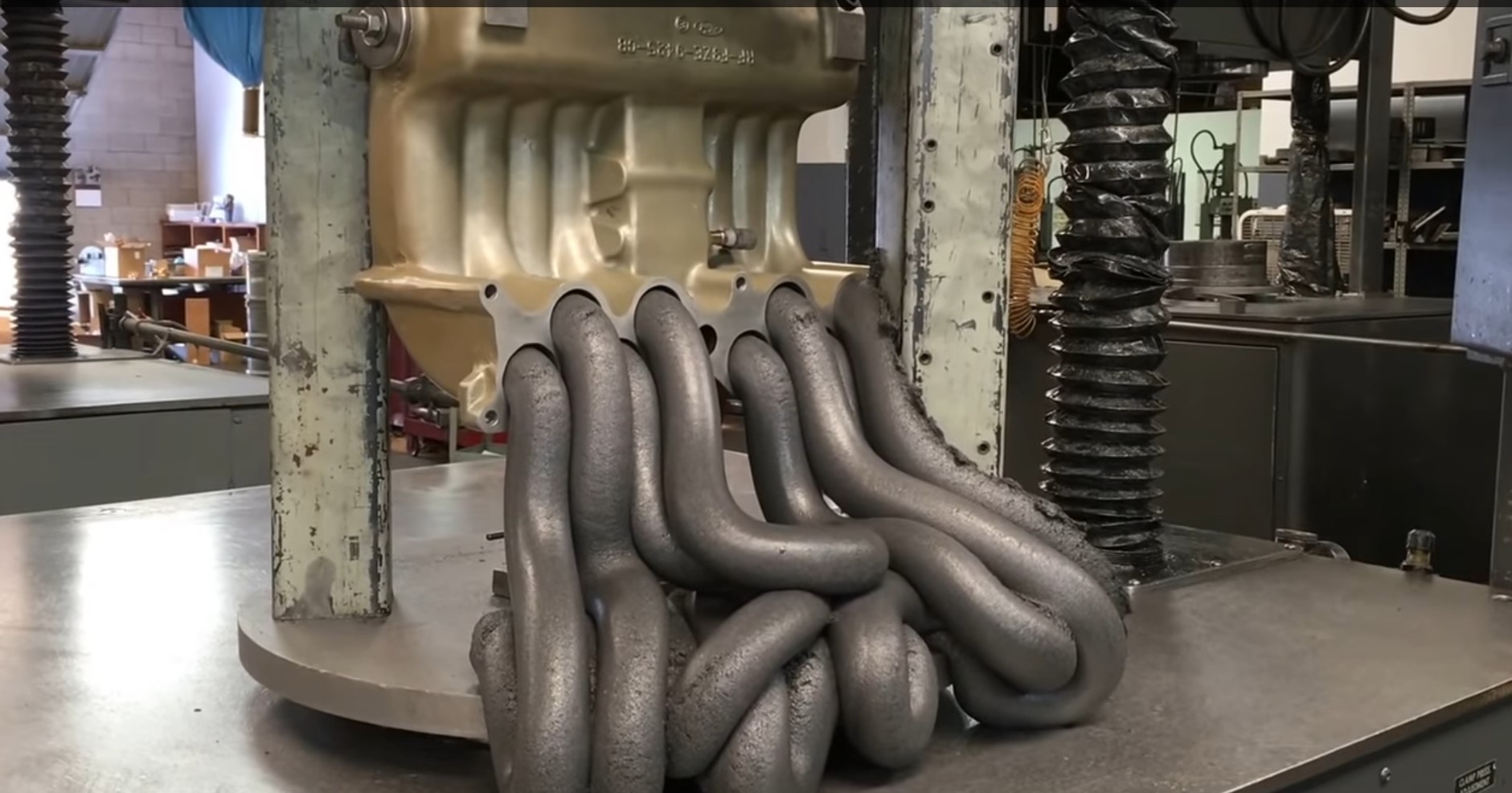
An abrasive flow machine normally includes two medium chambers equipped with hydraulic rams, a fixture for holding the workpiece, and a clamping system that holds all the components tightly together. Most machines allow for the loading of different types of abrasive medium, and include the capacity to adjust the pressure used in extruding the medium through the workpiece. They may be manually operated, or automated using CNC. For machines designed to accommodate high production volumes, accessories such as part-cleaning stations, unloading and reloading stations, media refeed devices, and media heat exchangers may be included.
References
References
- Gillespie, LaRoux K.. (1999). "Deburring and Edge Handbook". SME.
- Schrader, George F.. (2000). "Manufacturing processes and materials". SME.
- Benedict, Gary F.. (1987). "Nontraditional Manufacturing Processes". CRC Press.
This article was imported from Wikipedia and is available under the Creative Commons Attribution-ShareAlike 4.0 License. Content has been adapted to SurfDoc format. Original contributors can be found on the article history page.
Ask Mako anything about Abrasive flow machining — get instant answers, deeper analysis, and related topics.
Research with MakoFree with your Surf account
Create a free account to save articles, ask Mako questions, and organize your research.
Sign up freeThis content may have been generated or modified by AI. CloudSurf Software LLC is not responsible for the accuracy, completeness, or reliability of AI-generated content. Always verify important information from primary sources.
Report